¶ PA
Настройки для PA (в данном случае 6 от eSun, у натурального 3D-Club почти не отличаются, чуть меньше откат только). Для PA12 температы стола и сопла могут быть другие, так же как и откат. Материал стола нержа, адгезив Ultimatum
Автор: https://t.me/meshugen23
¶ PA6 соплом 0.2

Ограничение по потоку 4 куба в сек
Уменьшил в конфиге скорость очистки сопла и вообще все супер стало . Но я 0.2 только шестерни печатаю до модуля 2
[gcode_macro CLEAR_NOZZLE]
gcode:
{% set hotendtemp = params.HOTEND|int %}
{% if (printer.gcode_move.position.z ) < 35 %}
G1 Z35 F900
{% else %}
G91
G1 Z5 F900
G90
{% endif %}
G1 X96 F6000
G1 Y243 F6000
G1 Y252 F800
M109 S{hotendtemp}
G92 E0
G1 E80 F200
M106 S255
M400
M106 P2 S0
M104 S0
TEMPERATURE_WAIT SENSOR=extruder MAXIMUM={hotendtemp-20}Автор: https://t.me/Romboombom
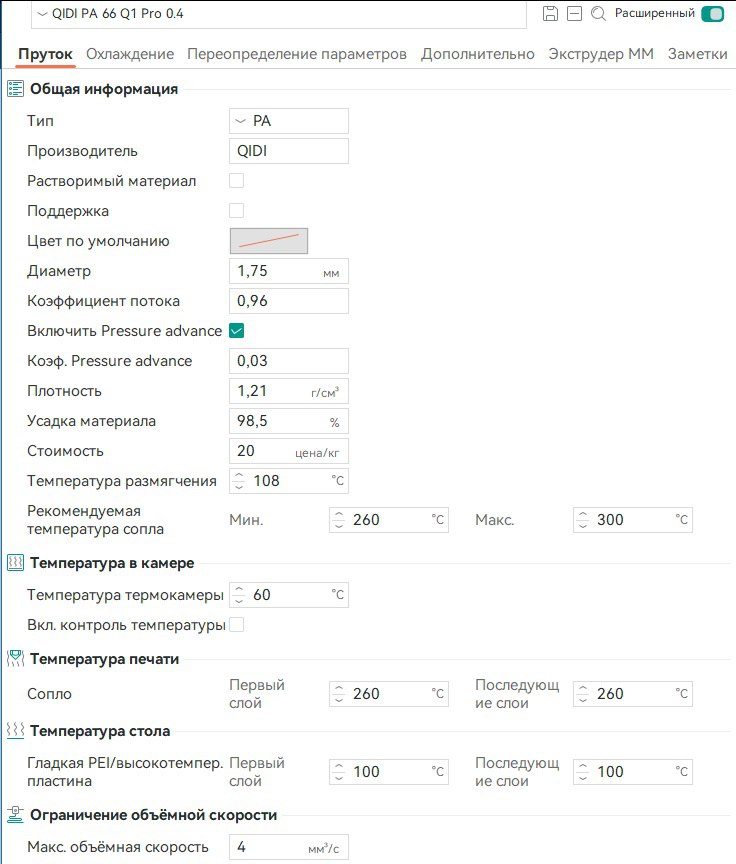
¶ PA 66
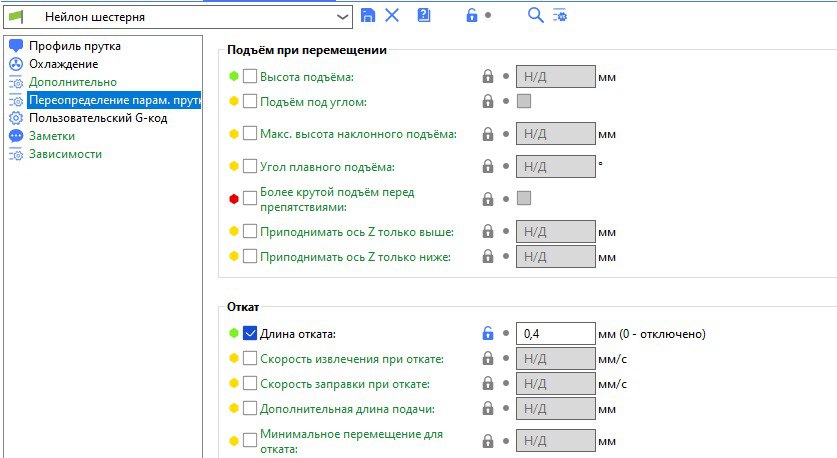
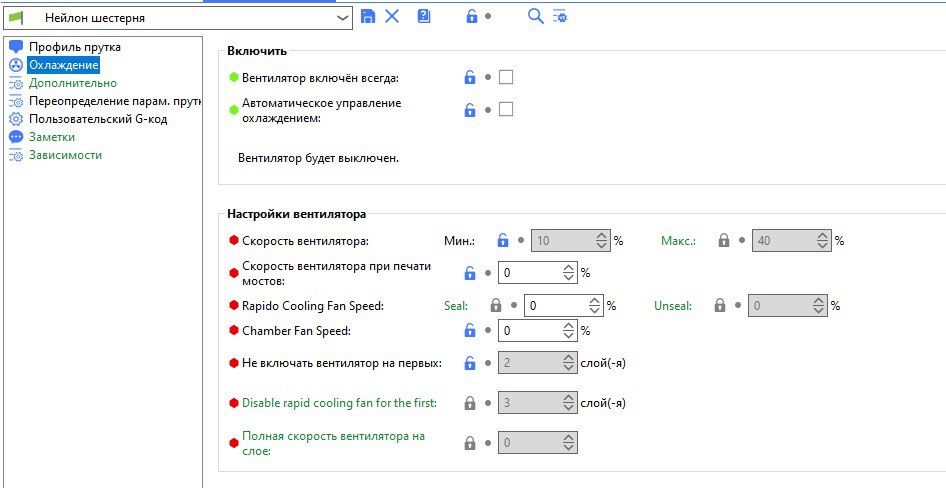
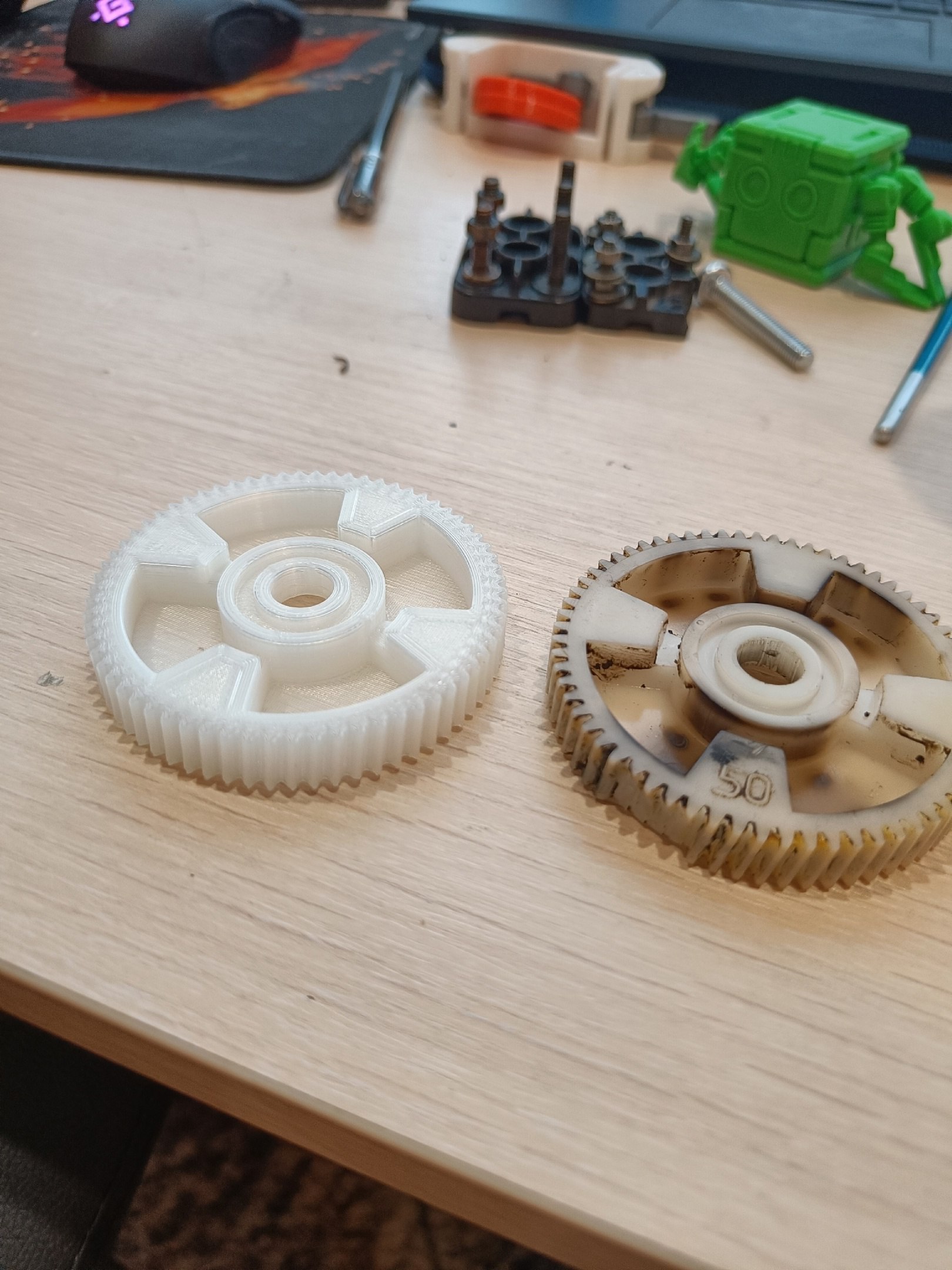
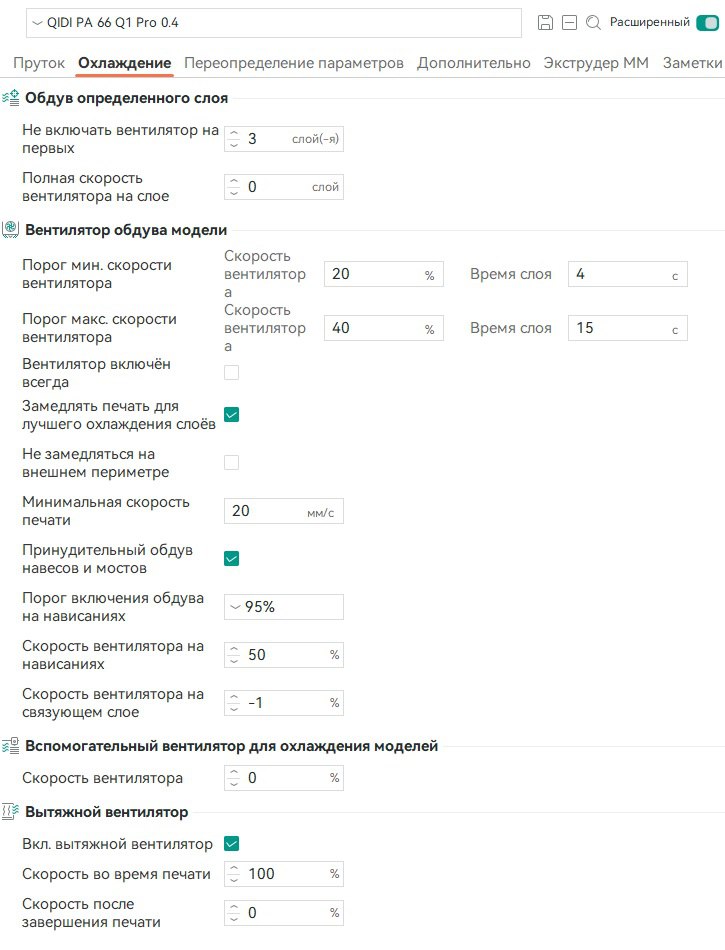
Доброго времени суток! На повестке дня Нейлон PA 66. Производитель: OPY
Принтер: Qidi Q1 PRO
Что стоит знать о нейлоне:
1) нейлон очень сильно любит влагу, по этому НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ сушить на 65-70 градусов хотя бы 8-10 часов и печатать только из сушилки.
2) НЕ НУЖНО ЕГО БОЯТЬСЯ. Нейлон отлично печатается на стандартной PEI пластине при 100 градусов разогретого стола. Так же на пластину ОБЯЗАТЕЛЬНО нужно нанести клей карандаш и сверху для подстраховки нанести спрей-лак от Ateco.
3) Предварительно разогреть камеру. Смело кочегарьте 60 градусов, дайте камере прогреться что бы во время печати, нейлон не давал сильную усадку.
4) Помолиться.
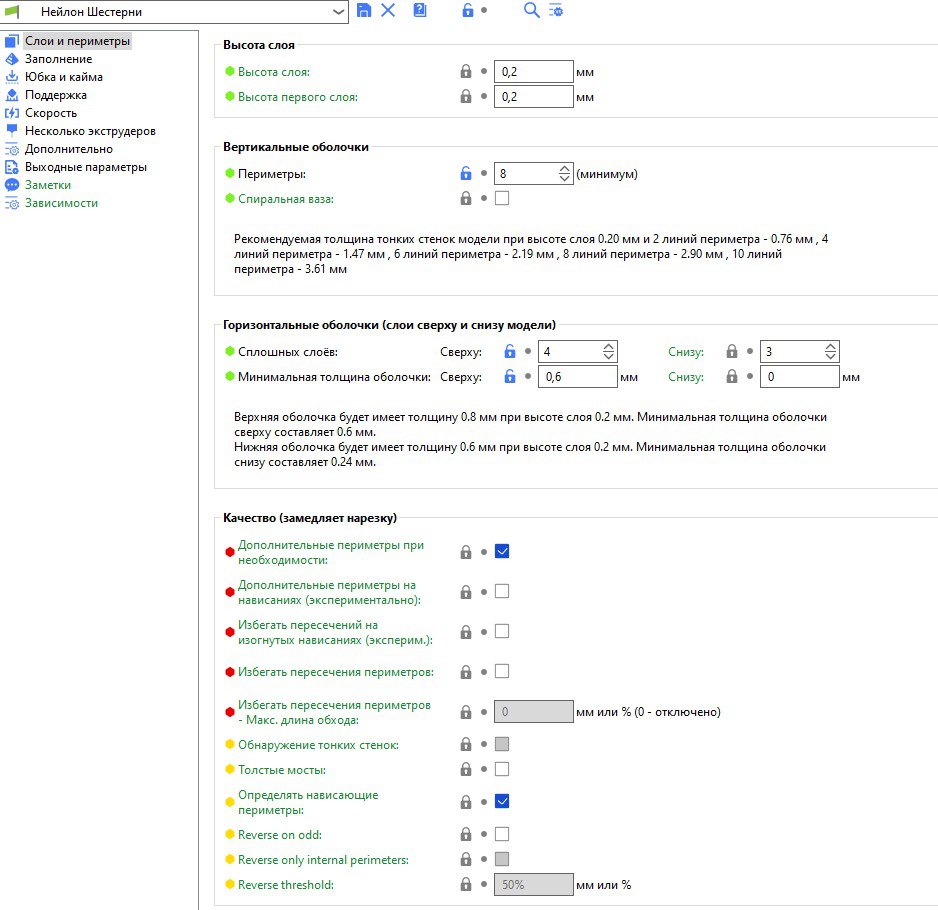
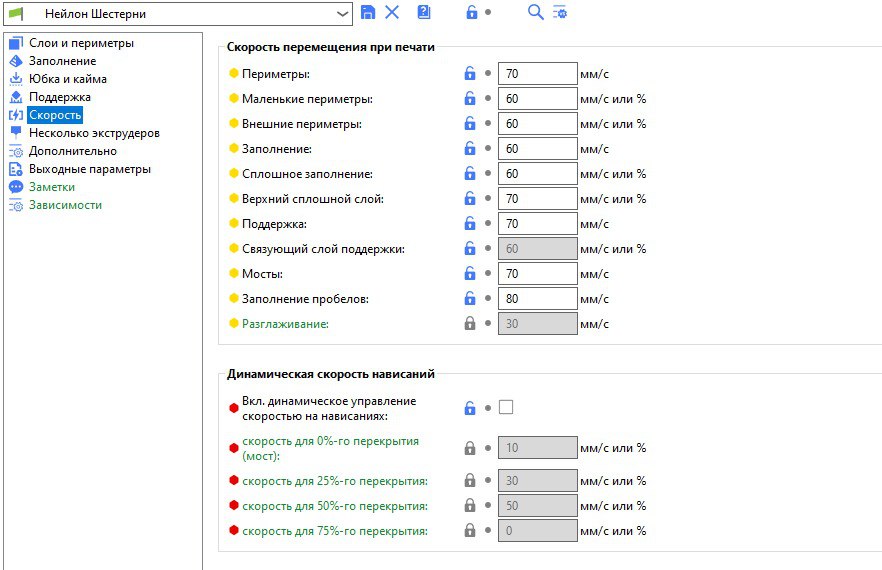
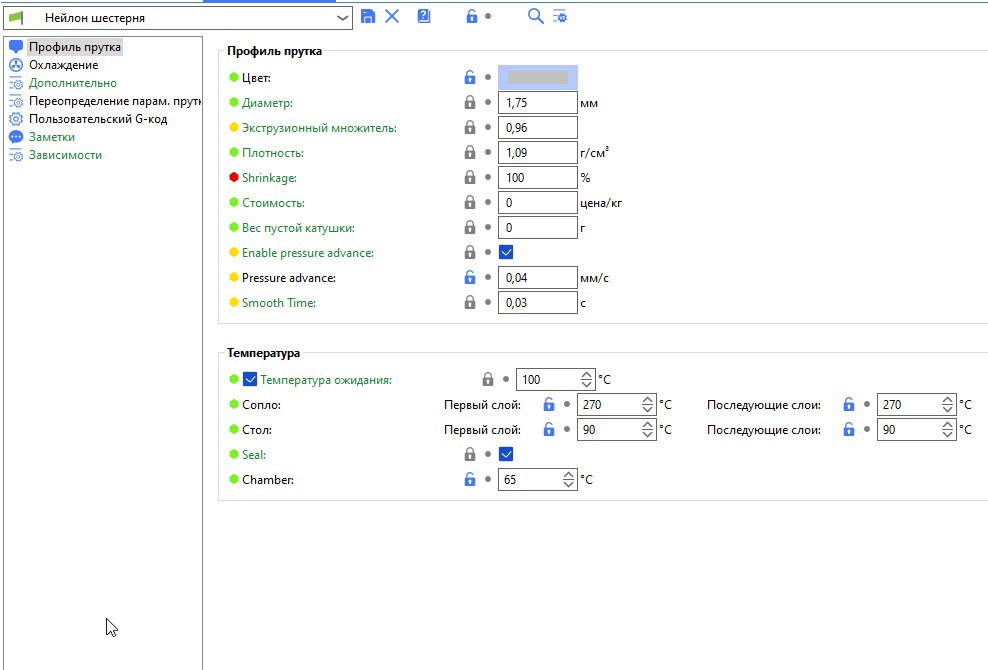
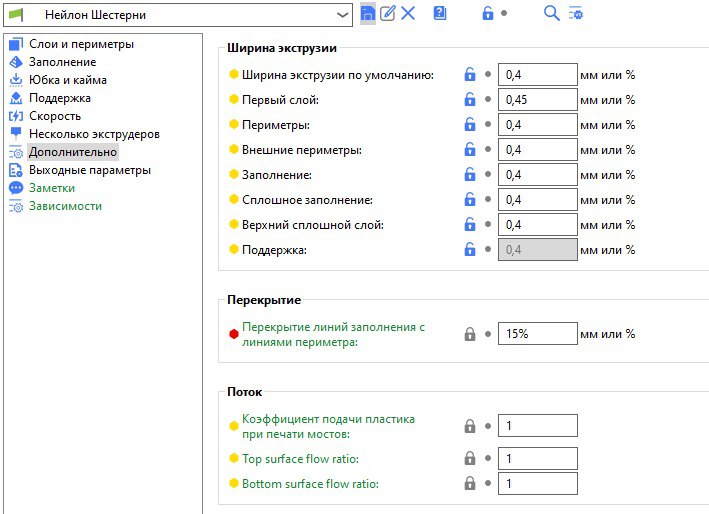
Режимы печати предоставлены на фотографиях.
После того как деталь напечаталась, дайте ей остыть до комнатной температуры.
Далее надо замерить деталь и посчитать процент усадки материла по формуле: 100%/нужный размер= % за 1 мм, затем % за 1 мм * на фактический размер = % усадки материала. И будет счастье!


Автор: https://t.me/VilFort_71
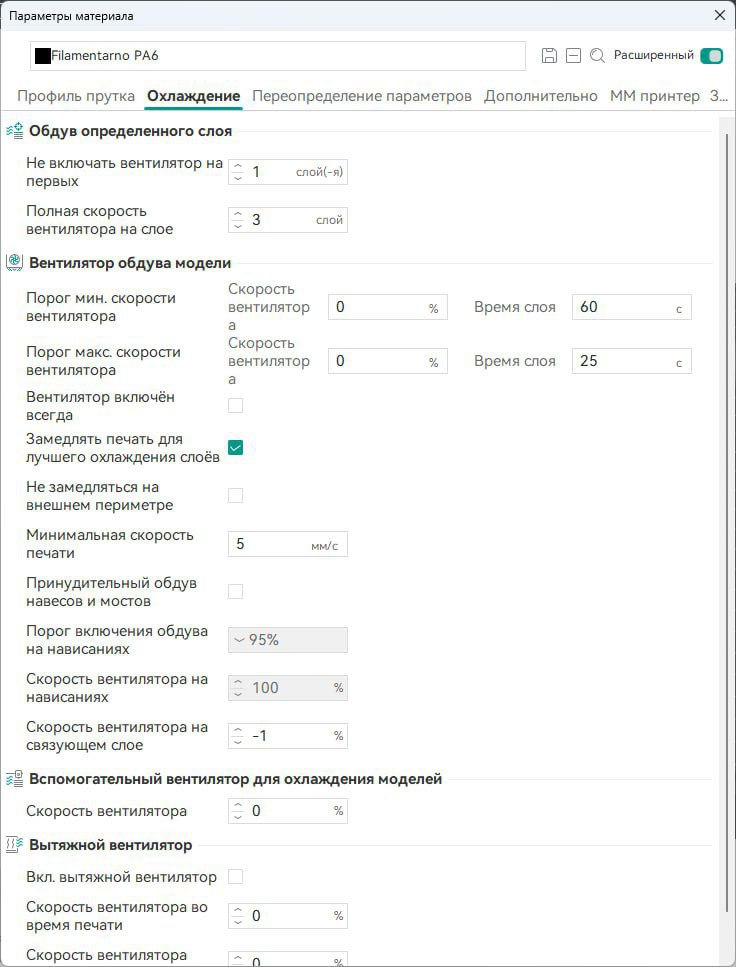
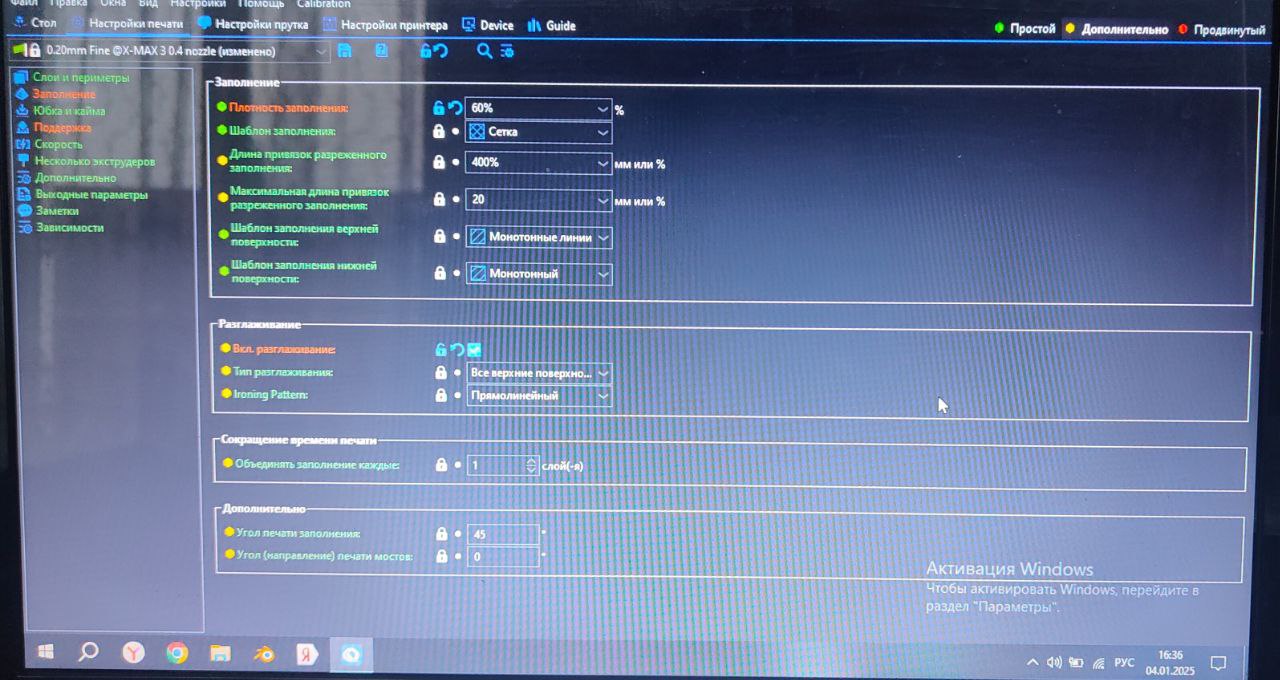
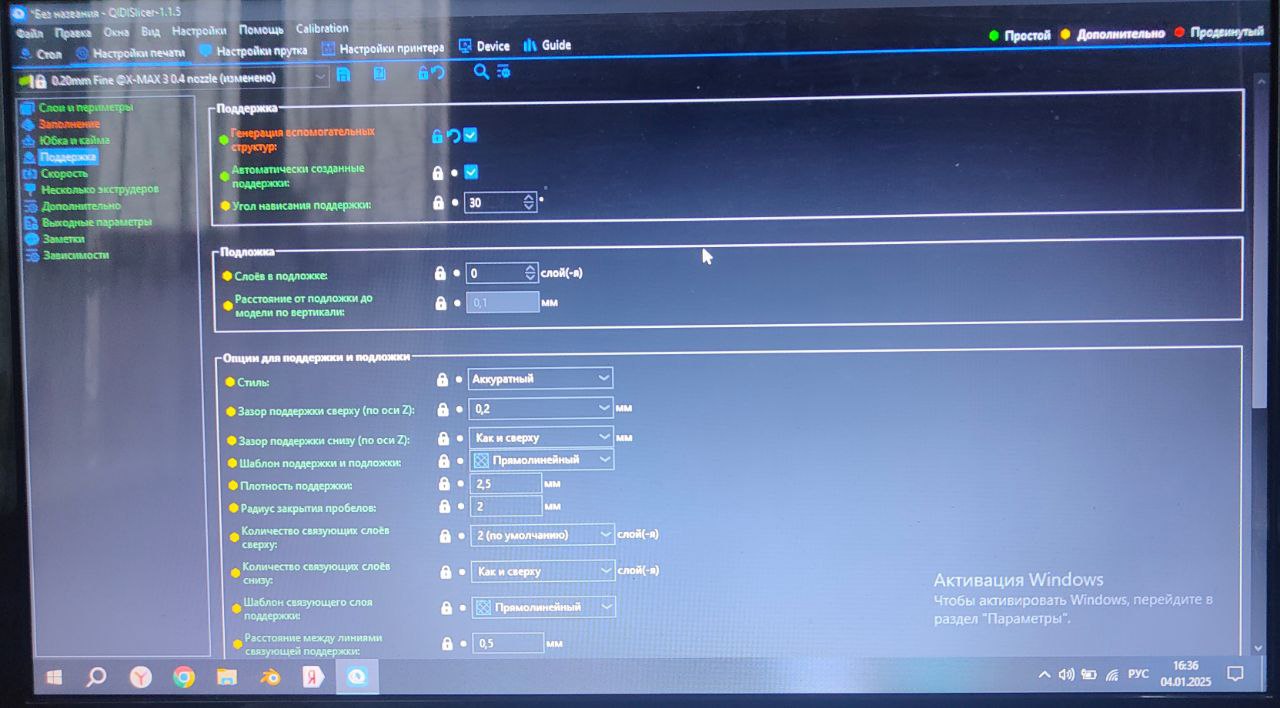
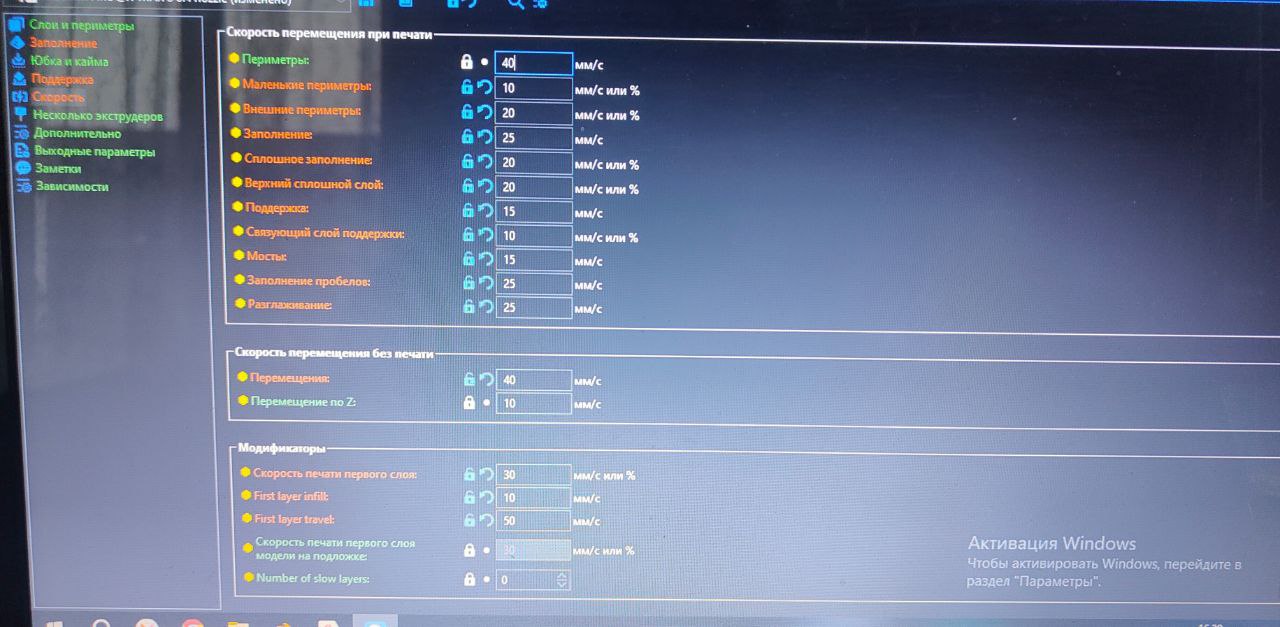
¶ Filamentarno PA6
 |
 |
 |
Filamentarno pa6 (чёрный нейлон). С соплом 0.4 мне не удалось какую либо качественную деталь сделать, слишком большая усадка, саму деталь мог удержать только бф разведённый на нержавейки. С соплом 0.2 проблем с усадкой никаких, все в пределах нормы. На qidi q1 в орке выставил принтер на сопле 0.2, ну и настроил профиль под филамент. На этих параметрах держит родная пеи на клей карандаше. После печати на всякий случай оставлял остыть внутри камеры. Обязательно либо поддержать в воде, либо просто на воздухе несколько дней, для набора прочности.
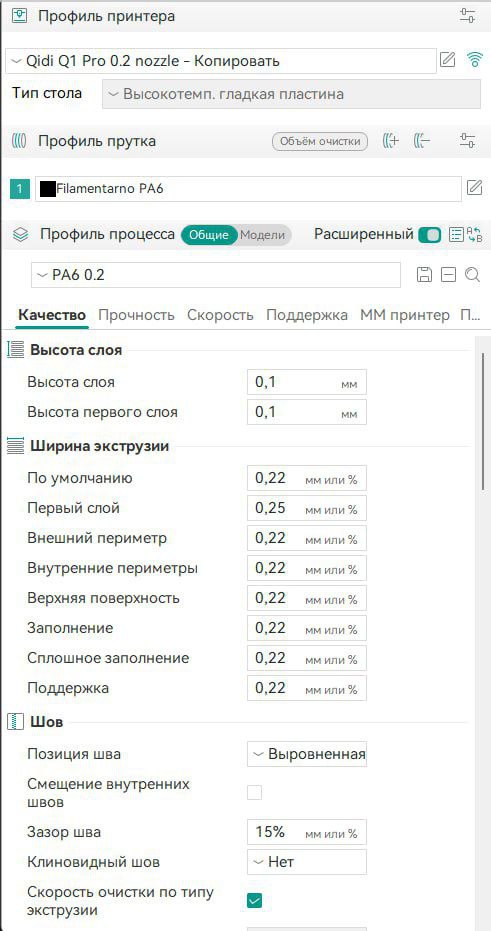
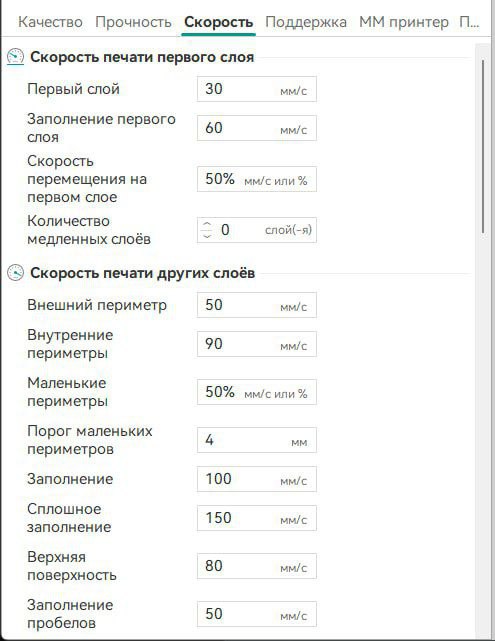
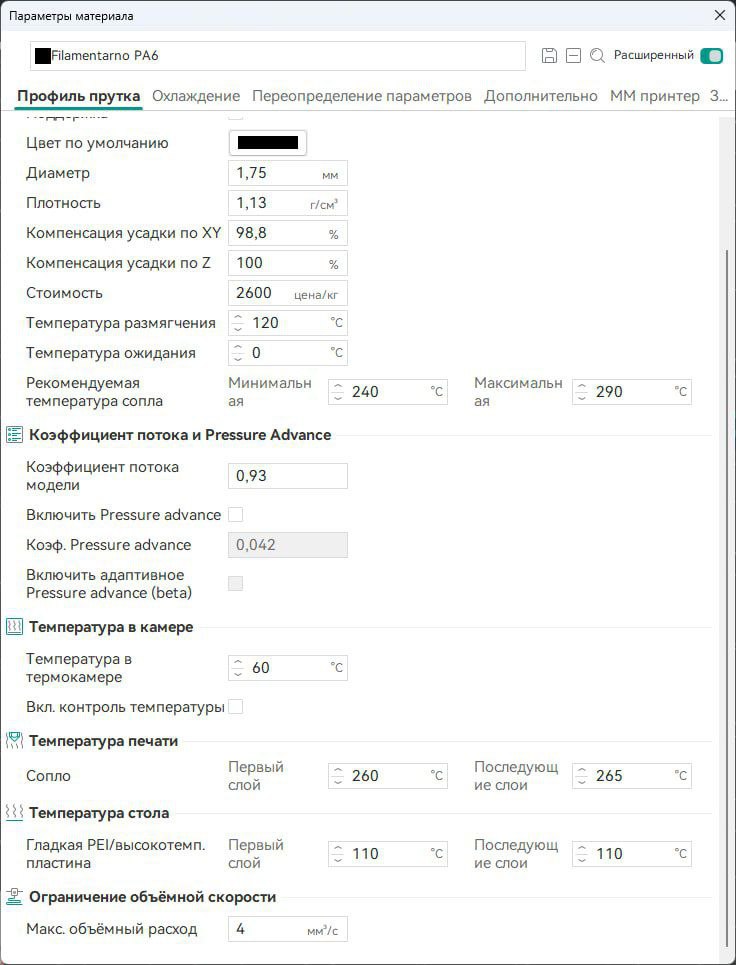
Автор: @Денис
¶ Nylon h-t-p
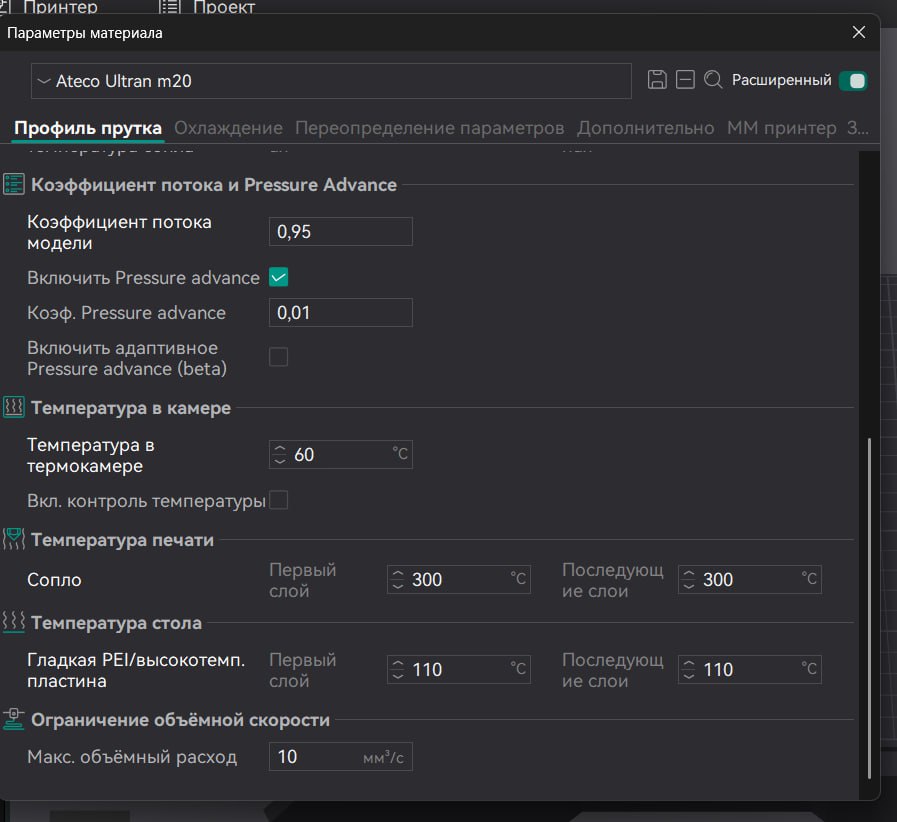
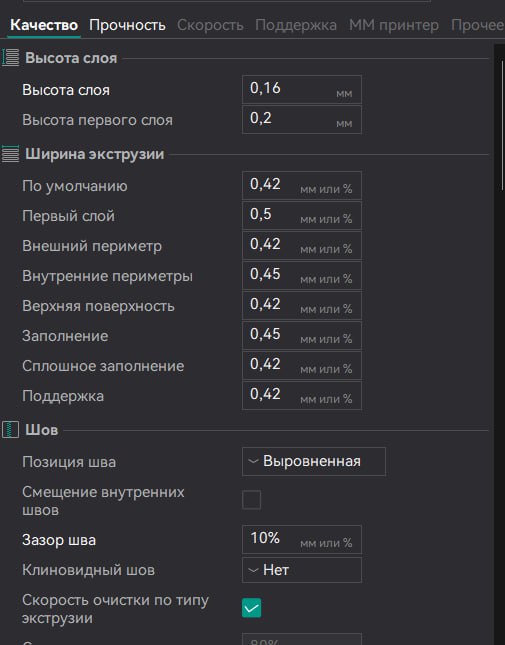
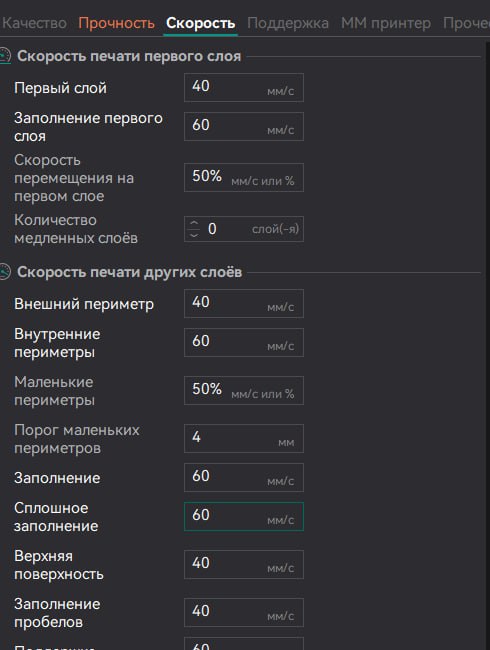
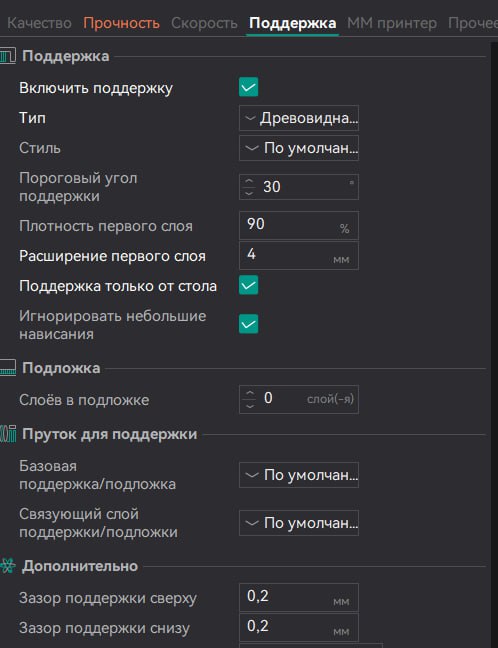
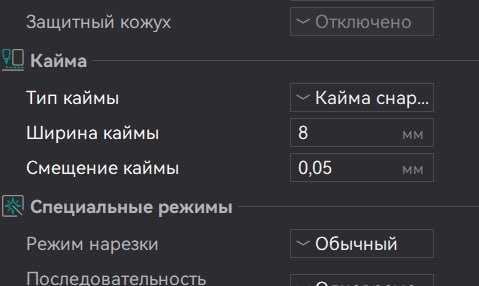
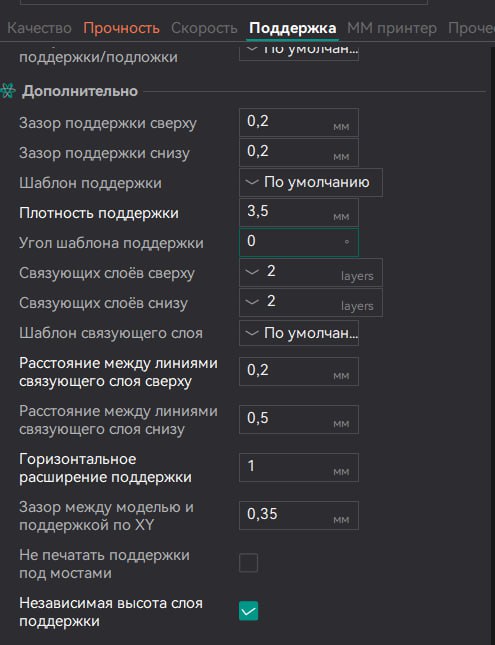
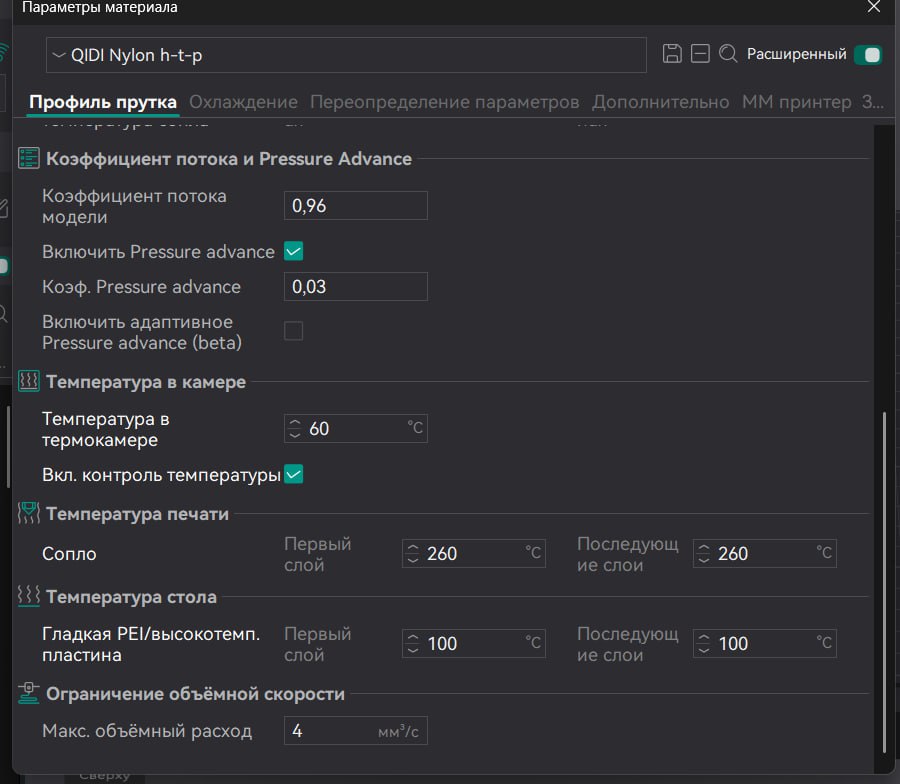
Печать на QIDI Q1 Pro. Nylon h-t-p (чёрный или белый) - к сожалению пока не выпускается больше. Но те же параметры печати у меня и для Ateco Ultran M20 (кроме температуры и ему ставлю не только кайму, но и подложку в 2 слоя). Сопло 0.4. Агдезив - Ultimatum 3D - Work Hard. Прекрасно работает с большинством пластиков, где стол надо греть 90+.
Автор: @Yukatams
¶ PA12


Здравствуйте , qidi x max 3, печатал шестерню редуктора бетономешалки CAYMAN , полет нормальный , шестерня пока держится , пластик от U3Print NYLON SUPER PA 12
- адгезив ultimatum, обычный спрей не помогает , 290 град первый слой , последующие 285, стол 95 град, обдув отключен, температура в камере 60 град, дверца все закрыты , сопло закалённое.Через пару прогонов делаю прочистку сопла.Бетономешалка в активной эксплуатации, как не странно но все пока работает
Автор: https://t.me/MassiveAtack1991