Опробованные и протестированные мной изменения для более точной печати, вывода графиков input shaping, проверка натяжения ремней, калибровка стола и т.д.
ВНИМАНИЕ!
Данная статья не является призывом к действию и не несет обязательный характер!
Все изменения Вы делаете под собственную ответственность!
Перед внесением изменений создайте архив конфигурационных файлов printer.cfg и gcode_macro.cfg
Предлагаю для удобства внесения изменений создать отдельный файл, чтобы вносить в него изменения используя include.
¶ Подготовка:
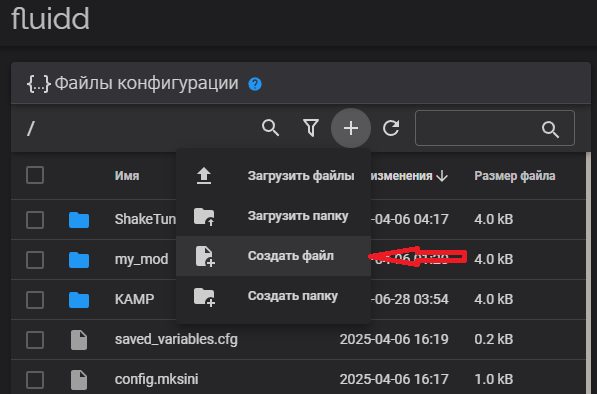
Итак, создаем файл в корне, где лежат все наши файлы конфигурации и назовем его к примеру mod.cfg
После того как мы создали новый файл mod.cfg, нам необходимо его подключить в файле printer.cfg, открываем его и добавляем в самом конце перед SAVE_CONFIG
### Подключения файла с макросами
[include mod.cfg]
#*# <---------------------- SAVE_CONFIG ---------------------->
Подготовка на этом заканчивается и давайте приступим к добавлению наших новых полезных изменений.
¶ 1. Охлаждение материнской платы
В QIDI Plus 4 по умолчанию установлено значение controller_fan для активации вентилятора охлаждения материнской платы, это означает, что вентилятор не запустится, пока мы не начнем печать.
Чтобы улучшить это, мы собираемся внести некоторые изменения в настройки по умолчанию.
Сначала мы отключим настройки вентилятора охлаждения материнской платы, которые мы можем найти в разделе [controller_fan board_fan] в файле printer.cfg, данный блок мы закомментируем, добавив символ # в начале каждой строки:
### Закомментируем этот блок в файле printer.cfg
# [controller_fan board_fan]
# pin:U_1:PC4
# max_power:1.0
# shutdown_speed:1.0
# cycle_time:0.01
# fan_speed: 1.0
# heater:chamber
# stepper:stepper_x,stepper_y
Далее мы вставляем в созданный нами файл mod.cfg первый наш блок:
### Настройка и отображение температуры MB
[temperature_fan board_fan]
pin:U_1:PC4
max_power: 1.0
shutdown_speed: 1.0
cycle_time: 0.01
off_below: 0
sensor_type: temperature_host
control: pid
pid_deriv_time: 2.0
pid_Kp: 5
pid_Ki: 2
pid_Kd: 5
target_temp: 45
min_speed: 0.3
max_speed: 1.0
min_temp: 0
max_temp: 100
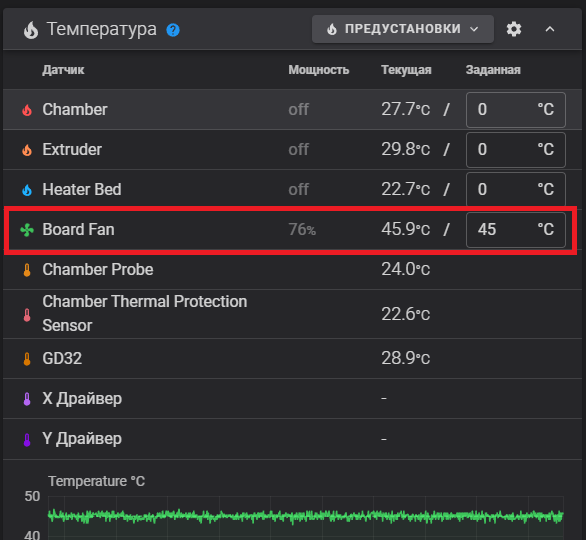
После этого у нас в интерфейсе появится удобное управление температурой материнской платы и ее отображение. Конечно желательно установить кулер большего размера, так как наш маленький 40мм не справляется. Но и так уже гораздо лучше.
¶ 2. Улучшение показаний температуры камеры
В QIDI Plus 4 датчик температуры расположен не в самом лучшем месте, которое, вероятно, не является наиболее оптимальным. Найти его можно в задней правой части, под рамой шасси:
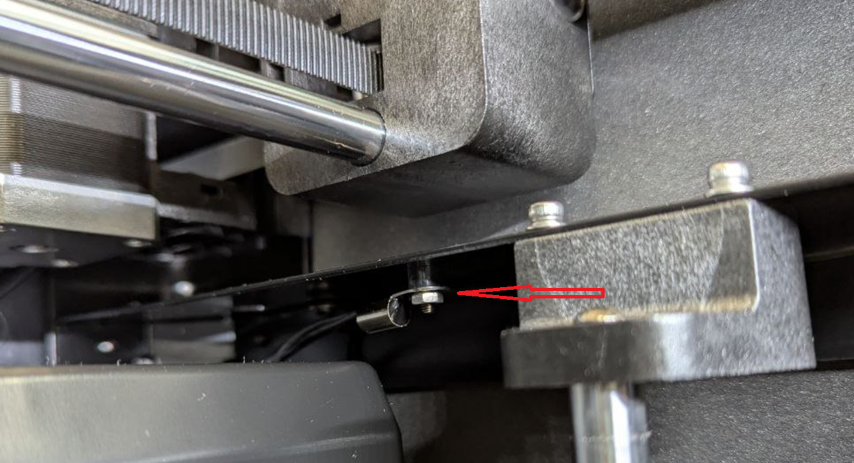
Наиболее оптимальным всегда является то, чтобы температура была в точке, ближайшей к зоне печати, поэтому размещение датчика в углу, рядом с металлом корпуса, на возвышении и на стороне, противоположной той, куда дует сам нагреватель, не поможет обеспечить надежные показатели температуры.
Чтобы улучшить эти показания и лучше управлять нагревателем, мы воспользуемся датчиком температуры, установленным в голове принтера (GD32), чтобы комбинировать показания температуры и таким образом, повысить точность.
Благодаря гибкости и мощности Klipper мы собираемся создать "виртуальный" датчик температуры, в котором мы будем комбинировать показания обоих датчиков:
Сначала мы прокомментируем блок [heater_generic chamber] в файле printer.cfg:
# [heater_generic chamber]
# heater_pin:U_1:PC8
# max_power:0.4
# sensor_type:NTC 100K MGB18-104F39050L32
# sensor_pin:U_1:PA1
# control = pid
# pid_Kp=63.418
# pid_Ki=1.342
# pid_Kd=749.125
# min_temp:-100
# max_temp:70
# target_min_temp:45
# target_max_temp:65
# heat_with_heater_bed:True
# heat_with_heater_bed_tem_add:25
Теперь мы снова определим датчик температуры камеры под другим названием [temperature_sensor chamber_probe] и изменим [heater_generic chamber] так, чтобы он использовал виртуальный датчик, используя комбинированные показания обоих датчиков (датчика головы (GD32) и камеры). По моим тестам лучший результат достигается при соотношении 3 к 1, где влияние датчика GD32 составляет 75%, а влияние датчика камеры - 25%.
Добавим наш новый блок в файл mod.cfg:
### Показания температуры сенсоров головы и датчика нагрева камеры
[temperature_sensor chamber_probe]
sensor_type:NTC 100K MGB18-104F39050L32
sensor_pin:U_1:PA1
[heater_generic chamber]
heater_pin:U_1:PC8
max_power:0.5 # Original 0.7 or 0.4 depending on firmware version
control = pid
pid_Kp=63.418
pid_Ki=1.342
pid_Kd=749.125
min_temp:-100
max_temp:80
sensor_type: temperature_combined
sensor_list: temperature_sensor GD32, temperature_sensor GD32, temperature_sensor GD32, temperature_sensor chamber_probe
combination_method: mean
maximum_deviation: 70
target_min_temp:0
target_max_temp:65
heat_with_heater_bed:True
heat_with_heater_bed_tem_add:25
Почему это действительно работает?
- Сенсор на голове (GD32) хорошо отражает температуру воздуха рядом с моделью
- А сенсор в корпусе (chamber_probe) — общий фон камеры
Сочетая их, ты получаешь среднюю, но смещённую в пользу реального места печати температуру, и это оптимально для контроля нагрева камеры.
| Метод | Надёжность | Точность около модели | Простота | Рекомендуется |
|---|---|---|---|---|
| Один сенсор (в корпусе) | 👍 | ❌ низкая | ✅ | Нет |
| Один сенсор (на голове) | 👍 | ✅ хорошая | ✅ | Лучше |
| Комбинированный подход | ✅ | ✅✅ отличная | ❌ | ✅ Лучший |
Если хочешь максимально точное управление температурой камеры, особенно при печати PETG, ABS, ASA, PC и т.д., — комбинированный метод определённо лучше.
Пример других весов для вычисления показаний в камере:
- 50% / 50% → просто GD32, chamber_probe
- 80% / 20% → GD32, GD32, GD32, GD32, chamber_probe
- 90% / 10% → GD32 ×9, chamber_probe ×1
Просто подбираешь нужную комбинацию вручную. У меня стоит 75% на 25%. И теперь при печати я более точно могу контролировать показания температуры в камере.
¶ 3. Предотвращение перегрева при печати моделей в полную высоту 280мм
Принимая во внимание расположение системы нагревателя камеры, когда у нас есть модель, которая достигает или превышает 268 мм, сама конструкция стола перекрывает выход горячего воздуха, что иногда приводит к тому, что термозащита Klipper может остановить текущую печать и вылететь с ошибкой. Поскольку это «проблема» дизайна, которую трудно решить, не расширив выходное отверстие в корпусе нагревателя либо заменить сам корпус нагревателя на кастомную модель например такую Qidi Plus 4 chamber heater, мы можем использовать расширенные функции, доступные в макросах Klipper, чтобы минимизировать эту проблему. Для этого мы воспользуемся макросом SET_PRINT_STATS_INFO, который мы добавим в mod.cfg, чтобы снизить температуру нагревателя, чтобы печать завершилась без ошибок.
Добавляем следующий блок в наш файл mod.cfg:
[gcode_macro SET_PRINT_STATS_INFO]
rename_existing: SET_PRINT_STATS_INFO_BASE
gcode:
{% set curlayer = params.CURRENT_LAYER|default(1)|int %}
{% set total_layer = params.TOTAL_LAYER|default(none) %}
{% set layer_height = params.LAYER_HEIGHT|default(none) %}
{% if printer.toolhead.position.z >= 268 %}
M141 S15
{% endif %}
{% set cmd = "SET_PRINT_STATS_INFO_BASE CURRENT_LAYER=%d" % curlayer %}
{% if total_layer is not none %}
{% set cmd = cmd + " TOTAL_LAYER=%s" % total_layer %}
{% endif %}
{% if layer_height is not none %}
{% set cmd = cmd + " LAYER_HEIGHT=%s" % layer_height %}
{% endif %}
{ cmd }
Для меня такой вариант сейчас самый простой.
¶ 4. Изменение линии очистки при начале печати на адаптивную (KAMP)
Мне не очень нравится как очищается сопло при начале печати, и иногда оно очень сильно прилипает. И если мы следим за началом печати можно вовремя избежать повреждение пластины. Поэтому я решил воспользоваться уже готовым решением, макросом LINE_PURGE.
Для начала необходимо раскомментировать строку в файле KAMP_Settings.cfg, который найдем в том же месте, что и наш printer.cfg, в нем мы убираем символ # перед строкой:
[include ./KAMP/Line_Purge.cfg] # Раскомментировал строку
Далее необходимо поправить стартовый g-code в слайсере:
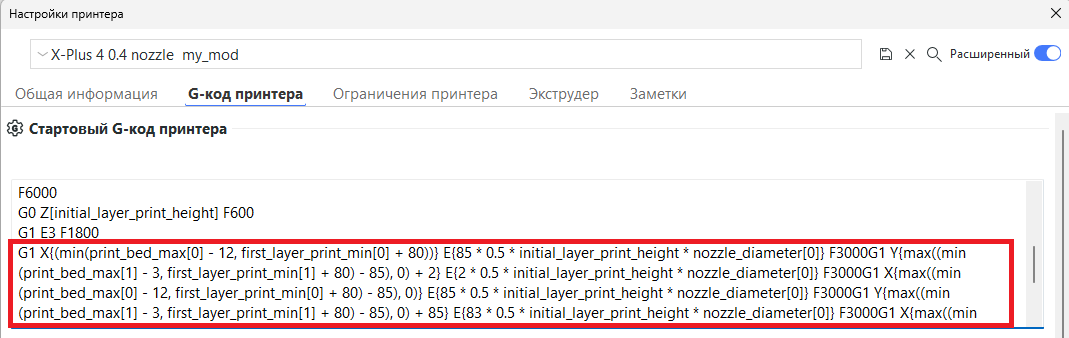
Удалил из стартового g-code принтера следующий блок, который расположен между строками G1 E3 F1800 и G1 Z1 F600:
G1 X{(min(print_bed_max[0] - 12, first_layer_print_min[0] + 80))} E{85 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 Y{max((min(print_bed_max[1] - 3, first_layer_print_min[1] + 80) - 85), 0) + 2} E{2 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 X{max((min(print_bed_max[0] - 12, first_layer_print_min[0] + 80) - 85), 0)} E{85 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 Y{max((min(print_bed_max[1] - 3, first_layer_print_min[1] + 80) - 85), 0) + 85} E{83 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 X{max((min(print_bed_max[0] - 12, first_layer_print_min[0] + 80) - 85), 0) + 2} E{2 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 Y{max((min(print_bed_max[1] - 3, first_layer_print_min[1] + 80) - 85), 0) + 3} E{82 * 0.5 * initial_layer_print_height * nozzle_diameter[0]} F3000
G1 X{max((min(print_bed_max[0] - 12, first_layer_print_min[0] + 80) - 85), 0) + 3} Z0
G1 X{max((min(print_bed_max[0] - 12, first_layer_print_min[0] + 80) - 85), 0) + 6}
И вставил команду LINE_PURGE.
Итоговый g-code теперь выглядит вот так:
PRINT_START BED=[bed_temperature_initial_layer_single] HOTEND=[nozzle_temperature_initial_layer] CHAMBER=[chamber_temperatures]
SET_PRINT_STATS_INFO TOTAL_LAYER=[total_layer_count]
M83
M140 S[bed_temperature_initial_layer_single]
M104 S[nozzle_temperature_initial_layer]
M141 S[chamber_temperatures]
G4 P3000
T[initial_tool]
G0 X{max((min(print_bed_max[0] - 12, first_layer_print_min[0] + 80) - 85), 0)} Y{max((min(print_bed_max[1] - 3, first_layer_print_min[1] + 80) - 85), 0)} Z5 F6000
G0 Z[initial_layer_print_height] F600
G1 E3 F1800
LINE_PURGE
G1 Z1 F600
SET_PRINT_STATS_INFO CURRENT_LAYER=1
После этих изменений линия очистки сопла выглядит вот так:
¶ 5. Улучшения конфигурации шаговых двигателей
Этот пункт не обязателен но по моим тестам это дает более лучшие результаты на высоких скоростях и более точно позиционирование, чем есть сейчас в стандартной конфигурации.
Что ты получаем в итоге?
- Четче движение по X/Y, меньше люфтов и артефактов.
- Стабильное позиционирование на Z, особенно при небольших слоях.
- Улучшенное качество печати при ускорении и высоких скоростях.
ВАЖНО!
Если мы увеличим значения run_current, рекомендую обязательно улучшить охлаждение электроники выполнить пункт 1 и желательно установить радиаторы на шаговые двигатели X/Y, но и на ось Z тоже можно установить — лучше будут охлаждаться.
Добавляем в наш файл mod.cfg следующий код:
### Настройка шагов двигателей
[tmc2209 extruder]
interpolate: False ### Original True
[stepper_x]
microsteps:64 ### Original 32
[stepper_y]
microsteps: 64 ### Original 32
[stepper_z]
microsteps: 16 ### Original 128
[stepper_z1]
microsteps: 16 ### Original 128
[tmc2240 stepper_y]
run_current: 1.15 ### Original 1.07
interpolate: False ### Original True
[tmc2240 stepper_x]
run_current: 1.15 ### Original 1.07
interpolate: False ### Original True
[tmc2209 stepper_z]
interpolate: False ### Original True
[tmc2209 stepper_z1]
interpolate: False ### Original True
Что такое interpolate: False
- Отключает интерполяцию до 256 микрошагов, которую драйверы TMC делают автоматически, даже если ты задаешь меньшее число микрошагов.
Зачем отключать?
- Интерполяция может сглаживать движение, но иногда она мешает точности, особенно при высоком разрешении модели.
- Отключение дает более предсказуемое поведение моторов — полезно для точной калибровки и измерений.
¶ Риски:
- Возможен более шумный звук работы двигателей.
- Не всегда заметна разница, но для прецизионной настройки — важно.
В сухом остатке до изменений у меня была погрешность около 0.1 а после по всем сторонам на тестовом кубике 20мм х 20мм я добился по нулям:
¶ 6. Улучшения автоматического выравнивания стола и снятия карты
QIDI Plus 4 оснащен несколькими системами выравнивания, которые значительно упрощают, упрощают и автоматизируют процесс выравнивания стола. Мы постараемся улучшить некоторые из них.
Если вы не выполнили пункт 5, то предложенные дальше изменения будут менее заметны. Но можно добавить в файл mod.cfg изменения только для шаговых двигателей оси Z, так как они у нас главные в данном пункте.
Опять повторюсь, если вы применили пункт 5 то ничего вносить не надо, у вас все будет работать.
Тем же кто пропустил пункт 5 необходимо добавить следующий код в файл mod.cfg:
[stepper_z]
microsteps: 16 ### Original 128
[stepper_z1]
microsteps: 16 ### Original 128
[tmc2209 stepper_z]
interpolate: False ### Original True
[tmc2209 stepper_z1]
interpolate: False ### Original True
Итак, приступим, первое, что мы сделаем, это изменим smart_effector - Точность срабатывания датчика:
# Настройки Smart Effector
[smart_effector]
speed:2.5
samples: 1
sample_retract_dist: 10
samples_tolerance: 0.013
Эти параметры особенно полезны при использовании multi-probing и дают более точную компенсацию Z-offset.
Далее мы изменяем bed_mesh - улучшаем сетку выравнивания стола:
# Настройки конфигурации сетки стола
[bed_mesh]
horizontal_move_z:10
probe_count:10,10
bicubic_tension:0.3
Эта сетка дает очень точную компенсацию искривлений стола — особенно полезно для больших моделей или тонких первых слоев.
Изменяем z_tilt - Автовыравнивание по двум винтам Z:
# Улучшения Z-Tilt
[z_tilt]
horizontal_move_z: 10
retries: 5
retry_tolerance: 0.013
Z-tilt нужен, чтобы компенсировать несинхронность левых и правых винтов Z. Особенно важно при печати больших моделей.
¶ 7. Улучшаем выравнивание стола в ручном режиме с помощью датчиков
Несмотря на то, что QIDI Plus 4 оснащен помощником по выравниванию стола вручную, этот процесс выполняется полностью вручную с использованием листа бумаги или фирменного листа от QIDI. Но у нас современный принтер, давайте воспользуемся тем, что у нас есть датчик выравнивания и автоматизируем, забыв уже про листок.
Добавляем следующий код в файл mod.cfg:
# Ручное выравнивание стола с помощью датчика.
[screws_tilt_adjust]
screw1:250,250
screw1_name: Central
screw2:0,20
screw2_name: Front left
screw3: 260,20
screw3_name: Front right
screw4: 260,280
screw4_name: Back right
screw5: 0,280
screw5_name: Back left
screw_thread: CW-M4
# Добавляем макрос
[gcode_macro SCREWS_TILT_CALCULATE]
rename_existing: _SCREWS_TILT_CALCULATE_BASE
gcode:
{ action_respond_info("starting screw rotation calculation...") }
M141 S0
M4031
G28
_SCREWS_TILT_CALCULATE_BASE
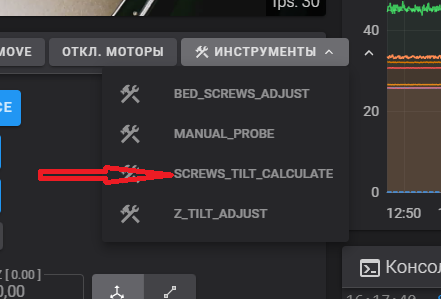
После изменения нам доступен макрос:
Чтобы отрегулировать стол с помощью барашков, сначала слегка ослабьте контргайки. Затем вращайте пальцами только барашки, которые расположены выше контргаек.
Отправьте все оси в HOME перед использованием макроса
После того как макрос отработал мы получаем следующее окно, где нам показано на сколько необходимо закрутить или открутить регулировочный барашек стола:
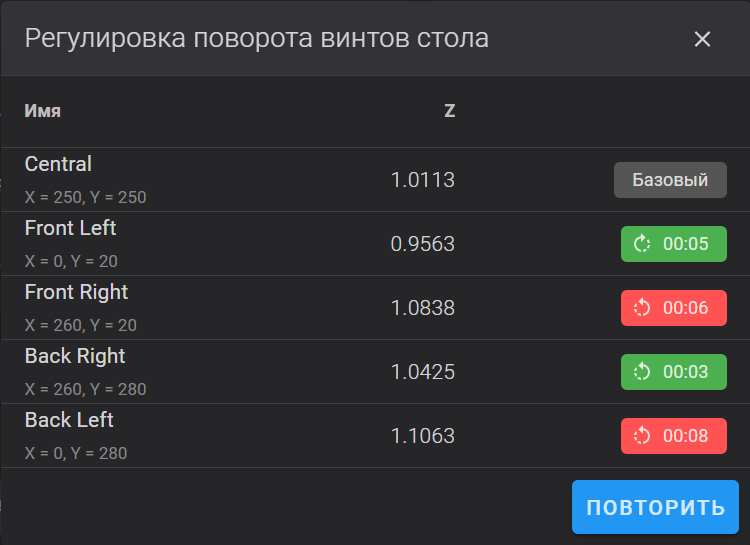
И можно получить очень хороший результат по итогу:
¶ 8. Вывод информации Input Shaper
Для получения графиков Input Shaper будем использовать Klippain и его модуль shaketune
Подключаемся к принтеру по SSH.
В Linux / macOS / Windows открываем терминал (cmd), или используем любой другой доступный вам клиент SSH.
Для подключения вводим команду:
ssh mks@192.168.2.70
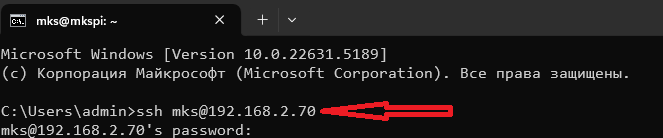
192.168.2.70 заменить на IP адрес вашего принтера.
Вводим пароль: makerbase - помним, что вводимый пароль не отображается! Не забудь нажать Enter после ввода.
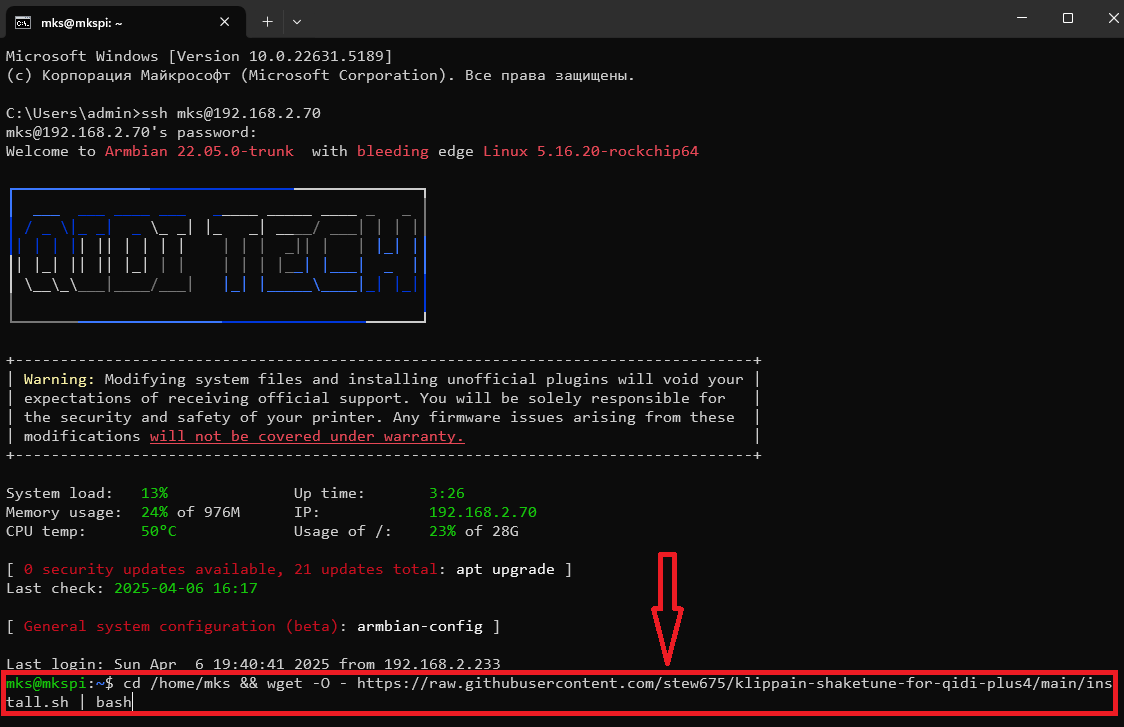
Клонируем и устанавливаем репозиторий ShakeTune, адаптированный для работы на QIDI вводим следующую команду в терминале подключенном к нашему принтеру
cd /home/mks && wget -O - https://raw.githubusercontent.com/stew675/klippain-shaketune-for-qidi-plus4/main/install.sh | bash
После установки идем в наш интерфейс принтера и добавляем следующий код в файл printer.cfg:
[shaketune]
timeout: 1200
# The maximum time in seconds to let Shake&Tune process the CSV files and generate the graphs.
# result_folder: ~/printer_data/config/ShakeTune_results
# The folder where the results will be stored. It will be created if it doesn't exist.
# number_of_results_to_keep: 3
# The number of results to keep in the result_folder. The oldest results will
# be automatically deleted after each runs.
# keep_raw_csv: False
# If True, the raw CSV files will be kept in the result_folder alongside the
# PNG graphs. If False, they will be deleted and only the graphs will be kept.
# show_macros_in_webui: True
# Mainsail and Fluidd doesn't create buttons for "system" macros that are not in the
# printer.cfg file. If you want to see the macros in the webui, set this to True.
После сохранения и перезапуска Klipper нам будут доступны новые макросы:
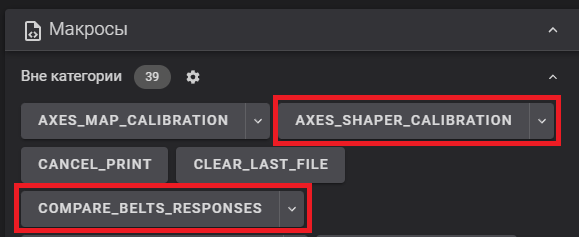
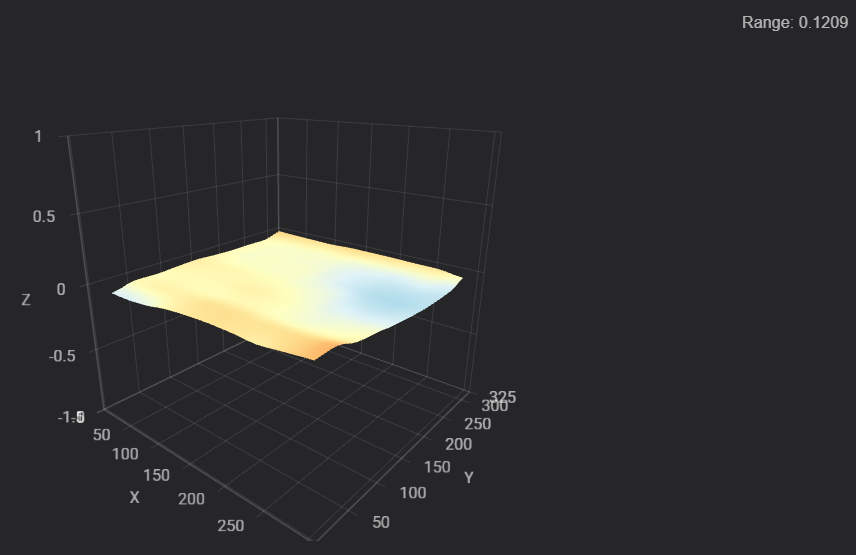
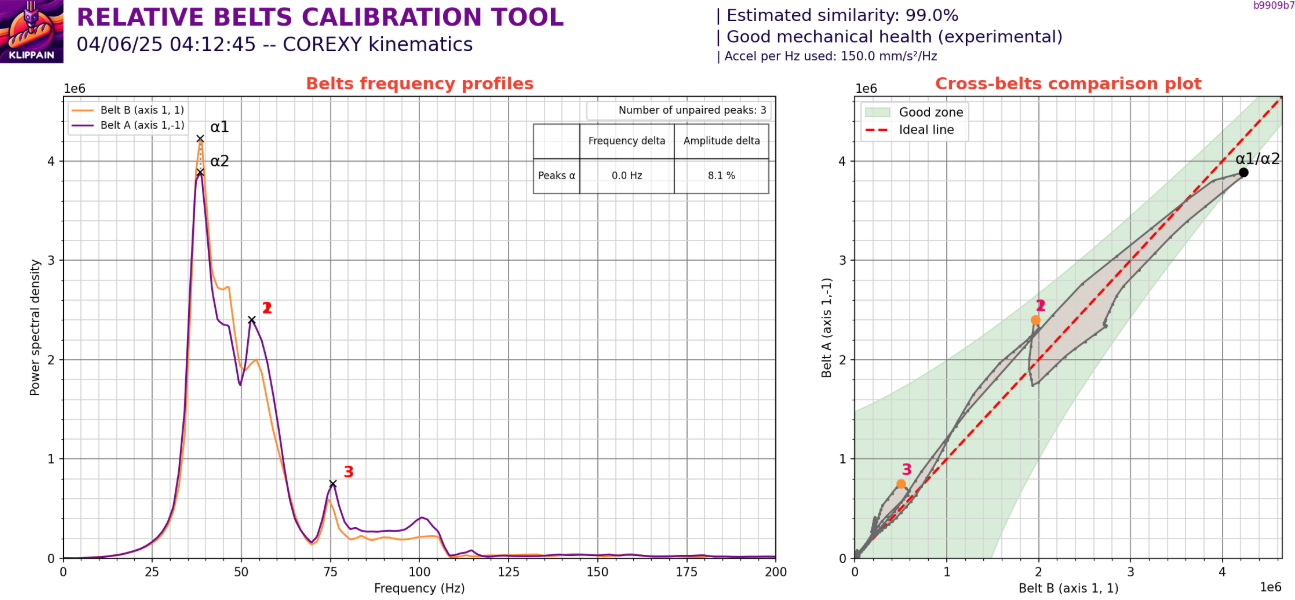
Первым запускаем COMPARE_BELTS_RESPONSES, но сначала необходимо отрегулировать натяжение ремней как описано в QIDI Wiki. Мое дополнение к натяжению ремней, желательно процедуру перемещения головы принтера сделать 2 раза на ослабленных винтах соответственно, уменьшаем вероятность западания натяжителя. По завершении теста мы получим график, который доступен из веб-интерфейс внутри папки /ShakeTune_results/belts:
Смотрим готовый результат и либо продолжаем бороться с натяжением ремней, либо у нас все хорошо как на моем графике ниже:
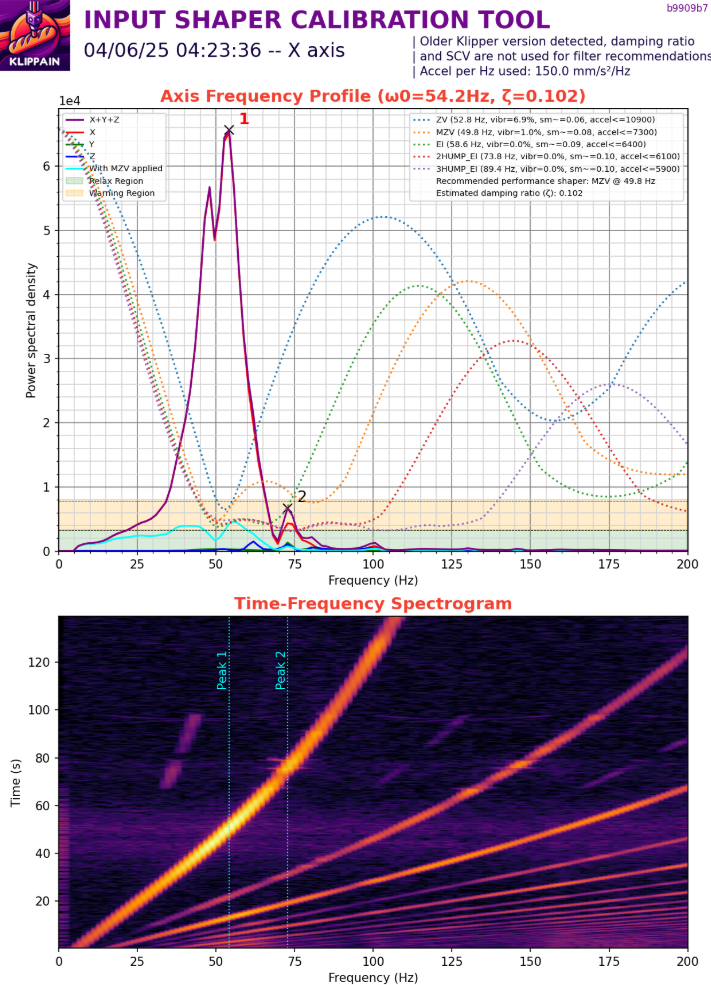
Далее запускаем второй макрос AXES_SHAPER_CALIBRATION по завершении мы найдем результат в папке / ShakeTune_results / input_shaper и получим изображение, сгенерированное по осям X/Y:
Получаем два графика по осям X/Y:
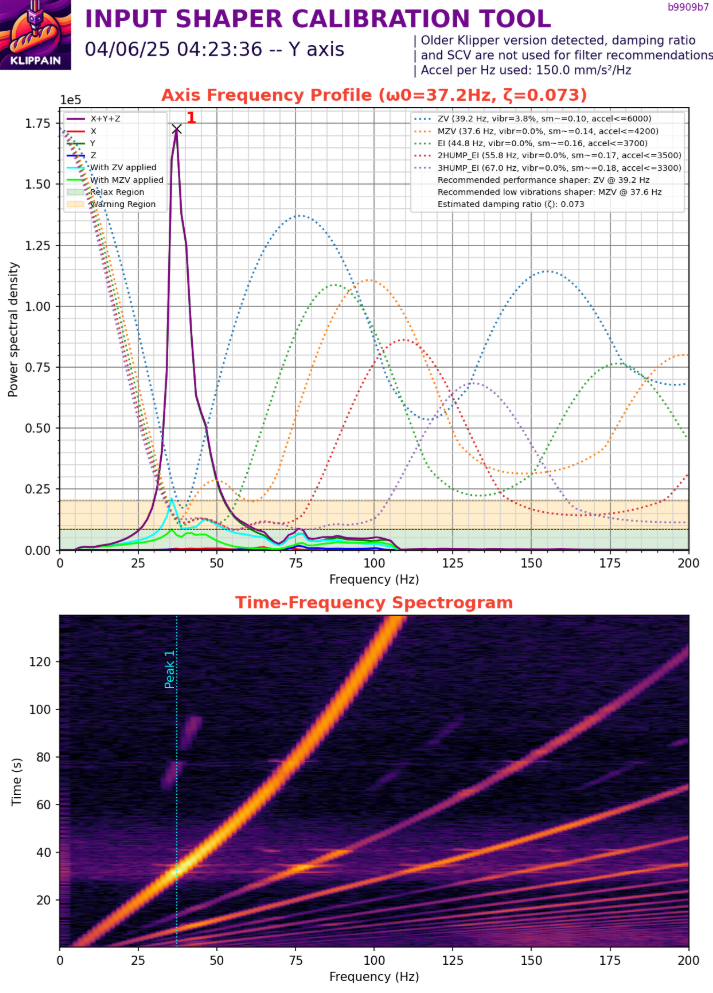
¶ Настройка Input Shaper для QIDI Plus 4
Мы не будем углубляться в подробности оптимизации и настройки Input Shaper, так как подробное руководство по анализу результатов вы найдёте в руководстве по Input Shaper.
Для всех вопросов, связанных с макросами Klippain ShakeTune, также доступна дополнительная информация по этой ссылке.
¶ Несколько ключевых замечаний
- Тип кинематики:
QIDI Plus 4 — это CoreXY-принтер, и для него особенно важно, чтобы натяжение ремней было правильным. - Алгоритмы Input Shaper:
Из-за особенностей кинематики CoreXY, рекомендуется использовать одинаковый тип Input Shaper для осей X и Y, так как они работают совместно.
Наиболее подходящие алгоритмы для QIDI Plus 4:ZVMZV
- Важность подготовки:
Перед запуском измерений для настройки Input Shaper обязательно убедитесь, что:- Ремни правильно натянуты
- Направляющие и винты смазаны
- Все механические соединения надёжно закреплены
¶ Это был последний пункт, спасибо за внимание!
¶ Источники и полезные ссылки
- Klippain и модуль ShakeTune - инструмент для калибровки Input Shaper и анализа натяжения ремней
- QIDI Plus 4 chamber heater shell replacement - модель кастомного корпуса нагревателя камеры
- QIDI Wiki - Регулировка натяжения ремней - официальная документация по настройке ремней
- Руководство по Input Shaper - подробное руководство по настройке и анализу результатов Input Shaper
- Документация Klippain ShakeTune для QIDI Plus 4 - дополнительная информация по использованию макросов ShakeTune
- QIDI Plus 4 Technical Guide - техническое руководство по улучшениям и настройкам принтера
Статью подготовил: http://t.me/bender_say