¶ Вариант 1


Параметры печати ультраном на X-MAX 3, печатал на нержавейке при помощи комплектного клея карандаша, без подложки и рафта, пластик обязательно сушить перед печатью, и печатать желательно прямо из сушилки, без этого сильно волосит.
Автограф: https://t.me/Steel2606
¶ Вариант 2

Ультран сегодня впервые печатал. Материал огонь, такая прочность сразу после печати, пластинки с калибровки потока хрен сломаешь. И достаточно тонко можно печатать, похоже у меня новый фаворит в композитах😁
Сушил сутки в марте, еще сутки в сунлу, потом лежал в пакете вакуумном несколько дней, еще сутки сушки в сунлу и печать из нее же. Взял профиль PAHT-CF как стартовый, температурная башня, поток два прохода и па линии, выбрал 310/110 температуры, камера 60, па 0.022, поток 0.93 Поток и па надо индивидуально подбирать я считаю. Слой 0.2, 150/180 внешка/внутрянка, остальное по вкусу
Автор: https://t.me/daeworn
¶ Вариант 3
Ультран атеко, основа профиль pa-cf eSun. Первый слой 0.25, следующие 0.2, обьемный расход 14 кубов.
Автор: https://t.me/daeworn
¶ Вариант 4
 |
 |
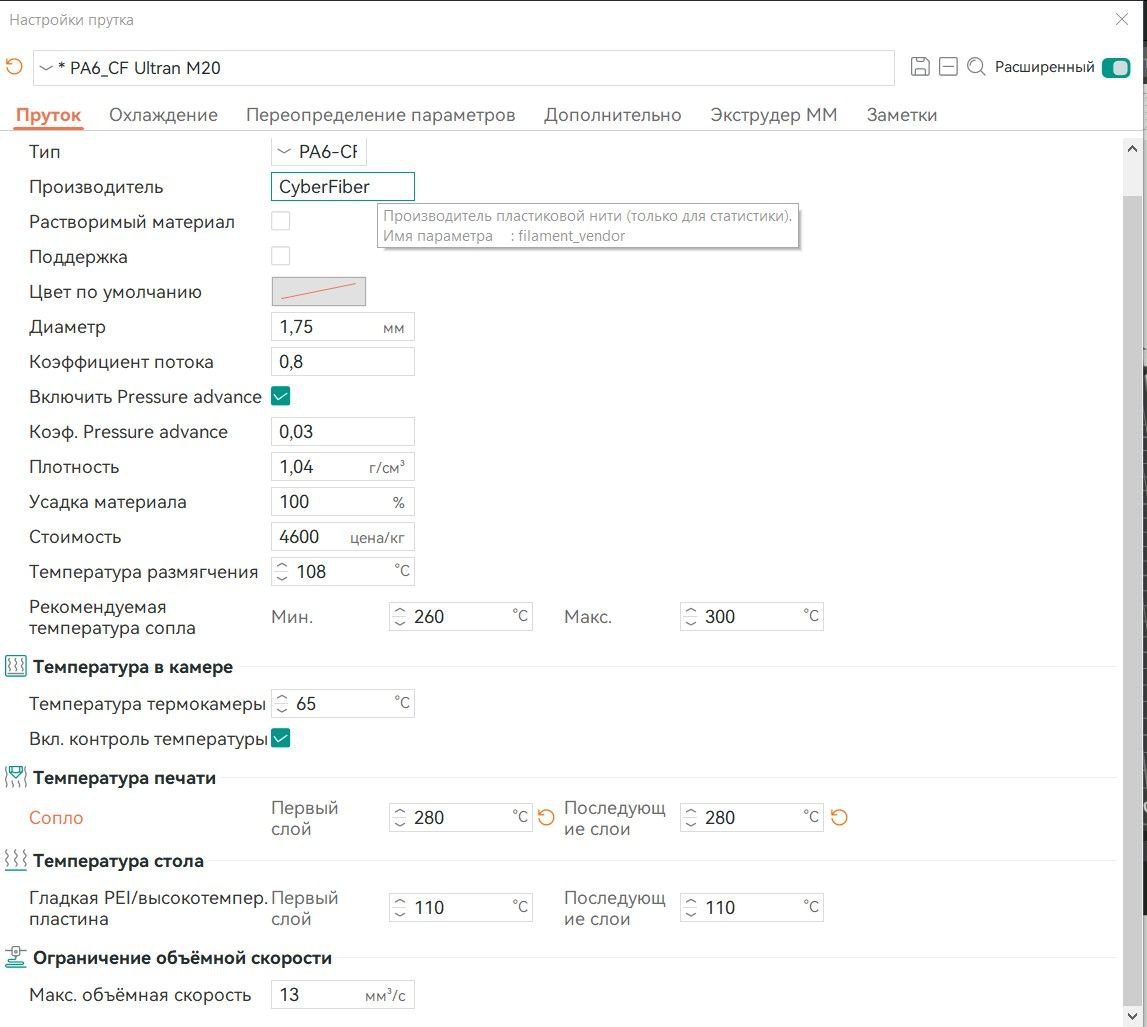
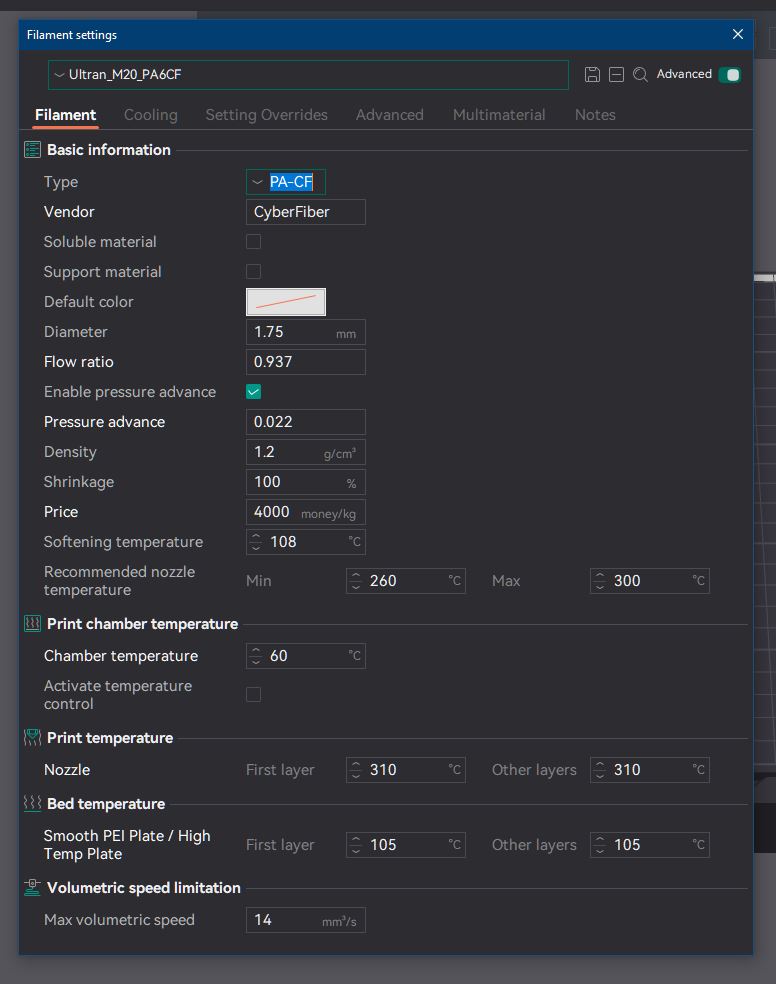
Его величество ULTRAN-M20-CF
Qidi tech X-MAX-3
Стол сток PEI, 110°
Клей click
Сопло 0.4 калëное, 300°
Первый слой 0.2, далее 0.16
Ширина 0.41
Камера 65
Печать из сушилки.
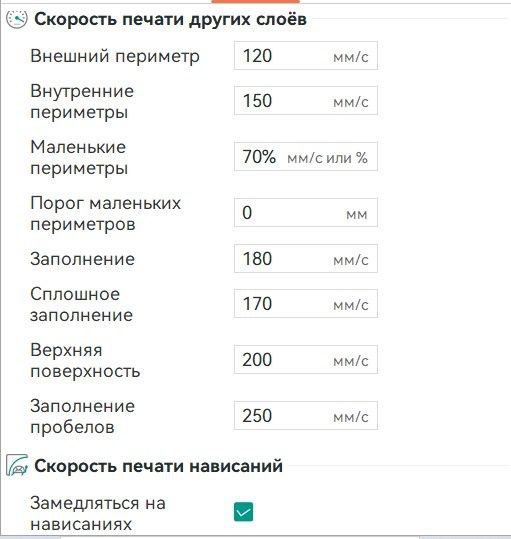
При печати Ультраном огромную роль играет адгезия первого слоя к столу. Прежде всего важно очистить саму пластину. Перед печатью я мою её с мылом, обезжириваю бензином калошей и в конце удаляю все остатки от бензина изопропиловым спиртом. Далее тонким слоем с помощью маркера наношу адгезив. Важно наносить его на полностью высохший и холодный PEI. Следующий важный нюанс в адгезии - кайма. Я выставляю нулевое смещение и ширину от 5 милиметров, при таком раскладе она весьма эффективно борется с усадкой PA6, являющегося основой Ультрана, и неособо сдерживаемой карбоновым наполнителем. При соблюдении всех этих условий и хорошего Z-офсета первый слой будет держаться намертво.
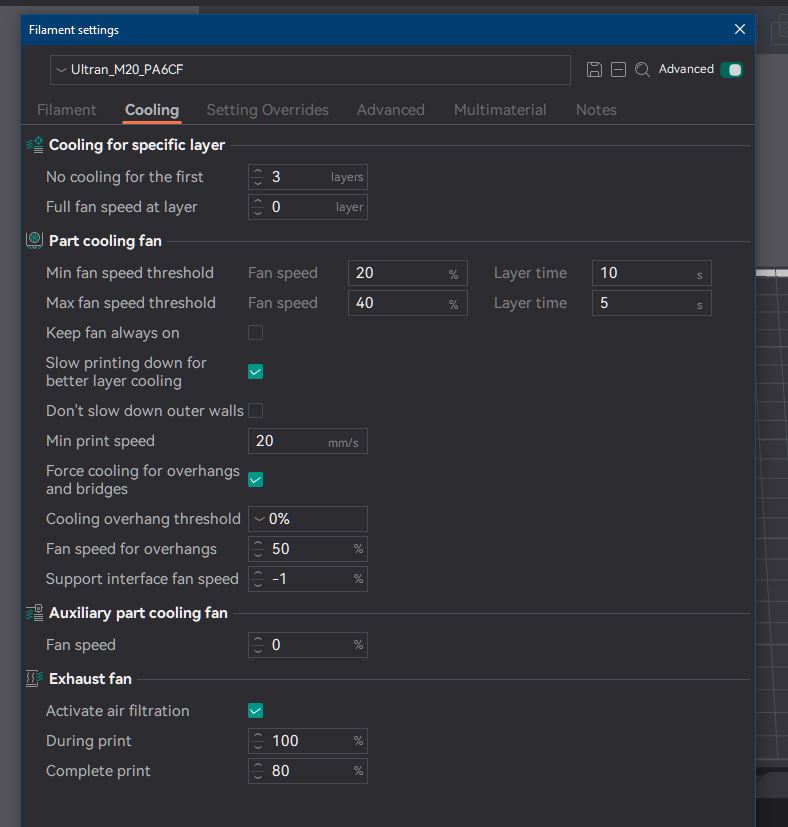
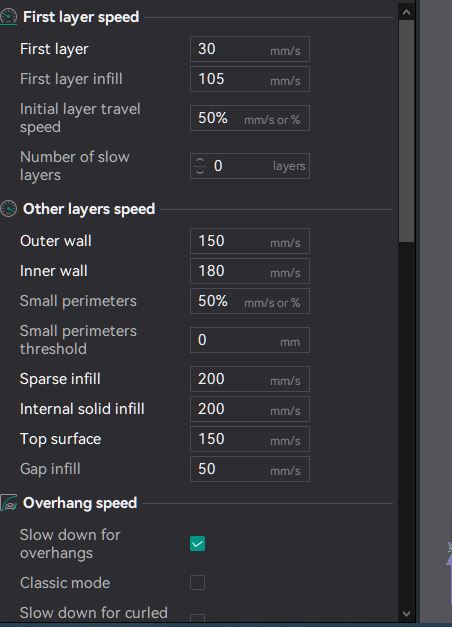
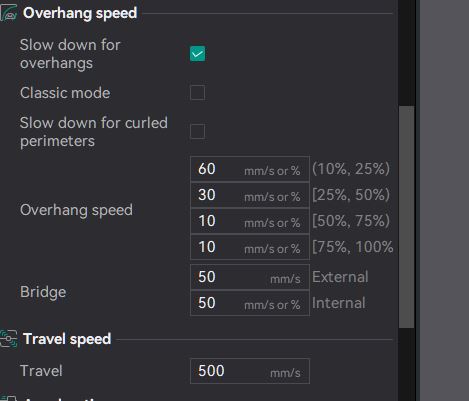
Максимальный объемный расход 5 мм³/с, скорость первого слоя 50 мм/с, далее 200 мм/с. Обдув как ни странно тоже есть- 10% при 60 с и 40% при 5 с.
Так же при печати нескольких моделей я рекомендую режим печати "по очереди". Это нужно для усиления межслойной адгезии.
После печати важно дать модели остыть до комнатной температуры при закрытой камере, ориентир - температура стола, и только потом снимать.
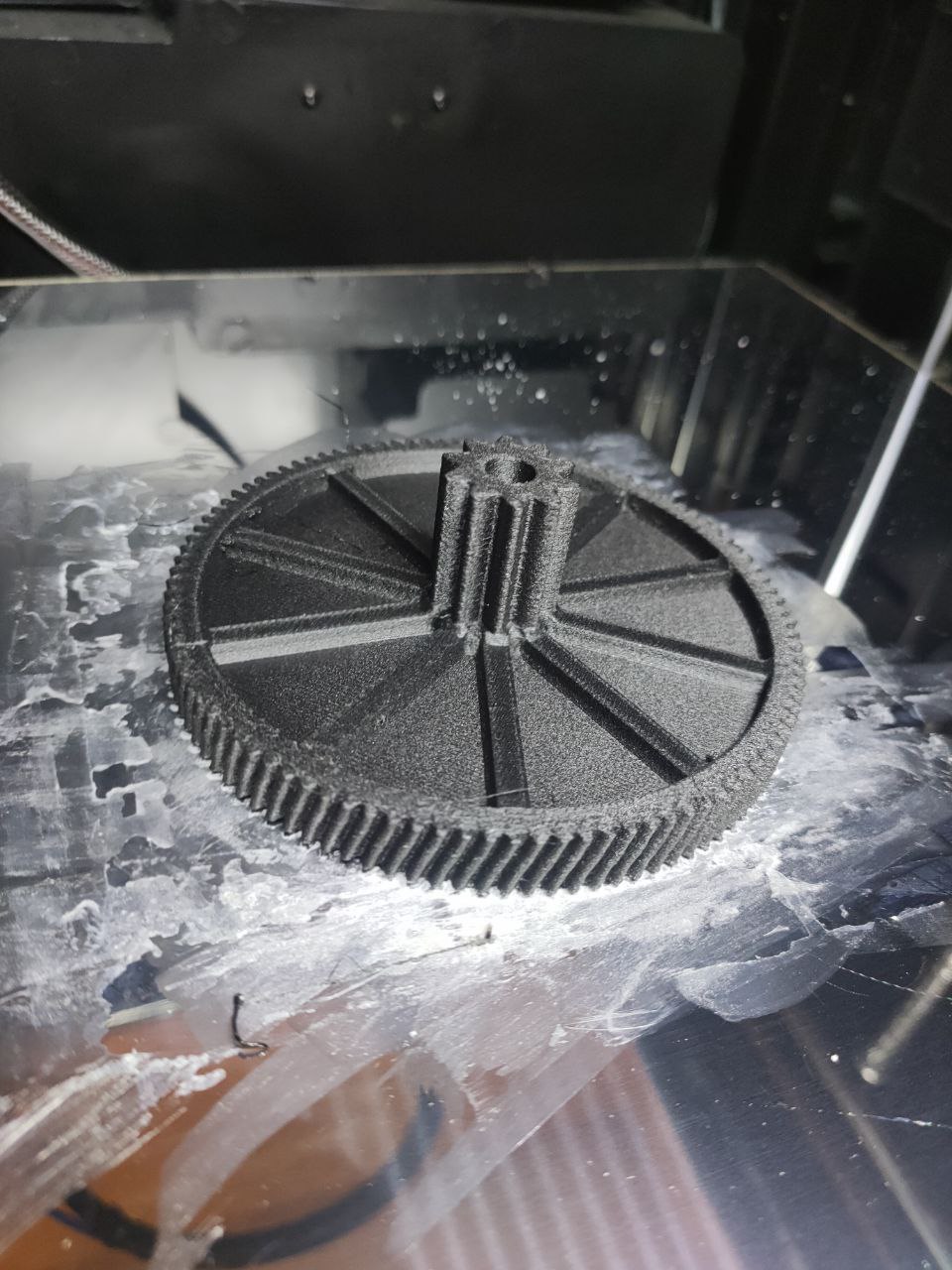
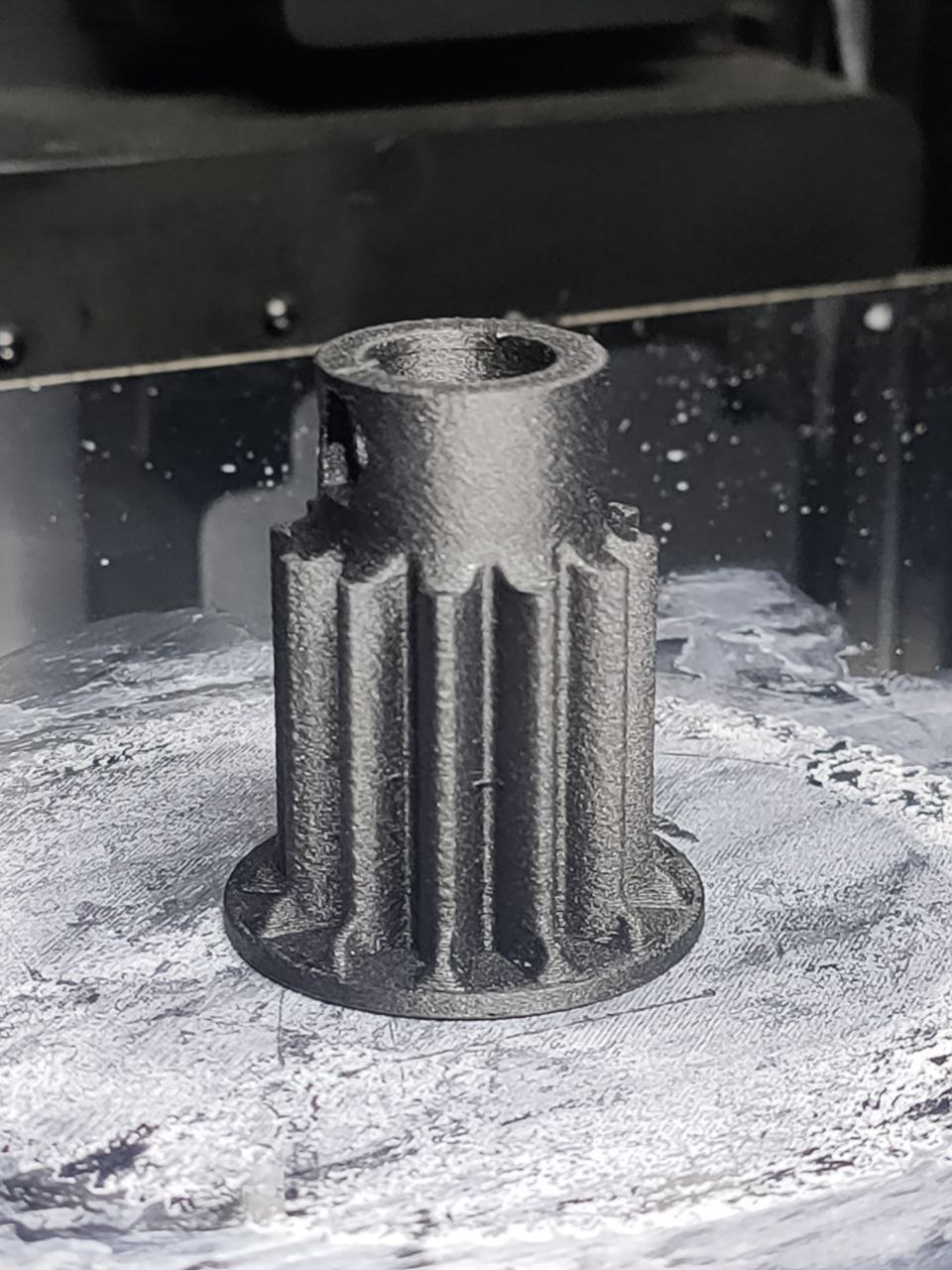
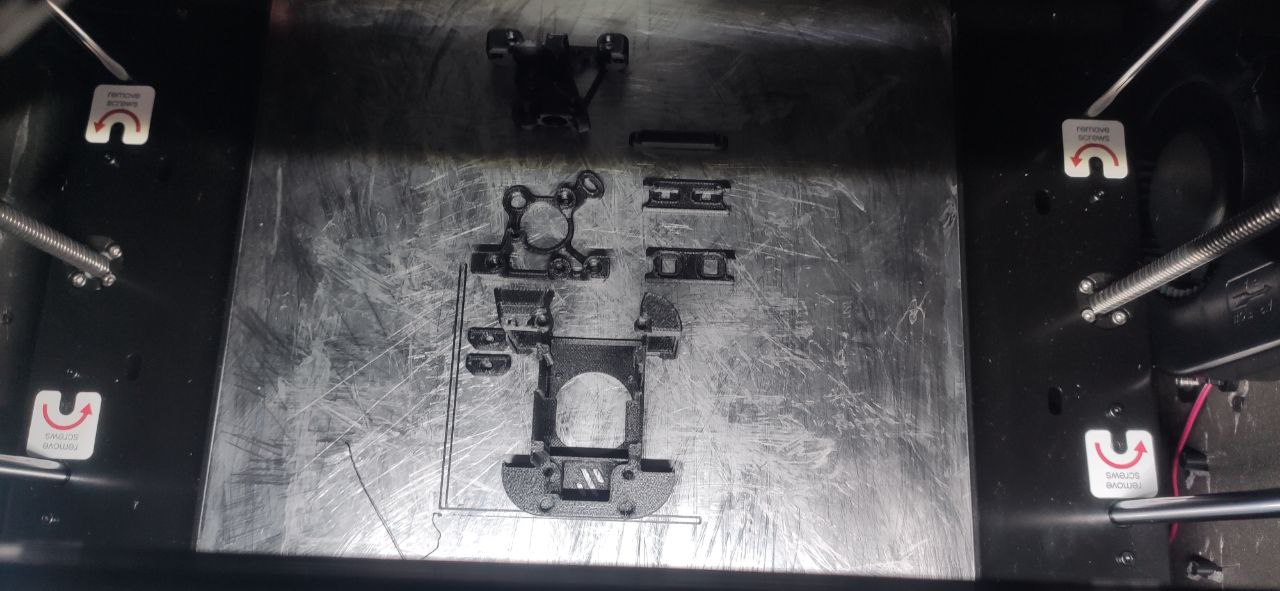
*на фото комплект для установки бачков epman на жигули
Автор: https://t.me/Sky_fox_m15